

機械有限公司")
聯係51漫画APP下载官网
 萊州市強力機械有限(xiàn)公司
萊州市強力機械有限(xiàn)公司
公司電(diàn)話:0535-2743012
公司郵箱:lzql888@163.com
公司地址:山東省萊州市西由中學對麵
石材定(dìng)厚機存在問(wèn)題及改造方(fāng)案
一、改(gǎi)造設備簡介
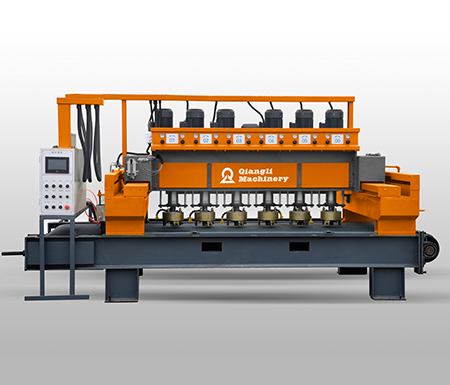
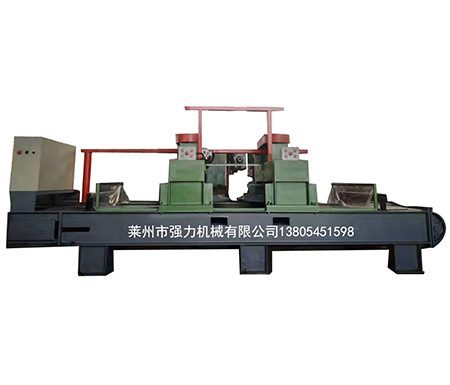
石材定厚機是石材(cái)加(jiā)工過程中(zhōng)不可缺少的設備,用途是采用銑削(xuē)方式將石材按工(gōng)藝要求加工成所需的厚度。主要由床身、皮帶滾筒、固定導軌、活動橫梁、動力頭(銑刀)、電氣控製係統等部分組成。銑削(xuē)方式又可細分為平麵銑刀和圓筒滾刀兩種:
本文介紹的改造設備是采用三(sān)個圓(yuán)筒滾刀,通過粗加工(gōng)、半精(jīng)加工、精加(jiā)工三個加工層次(cì),將板材一次加工成型。該設備的皮帶采用(yòng)氣壓缸拖動,實施板材水平方向(xiàng)輸(shū)送;橫梁上安裝了三個動力頭,前後運動;每個(gè)動力頭上(shàng)均裝(zhuāng)有滾刀,實施(shī)板(bǎn)材銑削。工作原理如下所述:
首先按照工(gōng)藝要求,調整好三個滾刀的垂直高度;啟動三個動力頭,開啟橫梁(liáng)和皮帶;板材在皮帶的帶動下,作斷續運動;皮帶移動一次到位後,橫梁帶動滾刀由(yóu)後(hòu)向前銑削,然後快速退回,周而複始,直至板材(cái)加工完成。
二、目前設備存(cún)在的(de)問題
1、設備(bèi)的橫梁拖動采用液壓伺服調速係統,橫梁電動機拖動液(yè)壓泵,通過液壓伺服係統,由液壓馬達(dá)實現橫梁的無(wú)級調速。目前,我(wǒ)國(guó)的機械設備極少采用液(yè)壓伺服係統進行調速,設備出現故(gù)障(zhàng)後,國內無法采購到相(xiàng)同的故障元器件。控(kòng)製係統PLC用的是老式西門子產品,體(tǐ)積大、耗能多且老化嚴重,故障頻發;同樣由於國內無法(fǎ)采(cǎi)購此(cǐ)元器件,因此維修費用較高,維修周期較長,給企業的生產帶來不便。
2、加工方式單調,生產效率低下。其加工過程如下圖所示:
由上圖可(kě)看出該設(shè)備的自動加工流程僅有:“單向進刀、空刀退回”一種工作方式,造成了加工板材的局限性,效率無法(fǎ)提高。
三、改造方案
1、經過研究和反複論證,51漫画APP下载官网(men)決定采用艾默生EV1000-4T0022G的變頻器替代液壓伺服(fú)係統,用艾默生EC20-2012BRA的PLC替代原西門(mén)子產(chǎn)品。因艾默生產品(pǐn)的性能優越、質量(liàng)可靠(kào)、價格適中且較易采購,所以51漫画APP下载官网作為選擇配套產品。
2、在設備原工作流程的基礎上,增加兩種(zhǒng)自(zì)動加(jiā)工方式,即後端進刀和前後進刀。在單端(duān)進刀方式下,增加高速退刀(dāo)、中速退刀和慢(màn)速退刀三(sān)種退刀方式。
3、改造係統的硬(yìng)件(jiàn)連線圖:
4、改(gǎi)造後的效果:
改造完成後的橫梁運行平穩,換向無(wú)衝擊,調速方便。在自(zì)動加工方式下,由於增加了:⑴前端進刀,⑵後端進刀,⑶前後進刀三種加工方式選擇,提高了工作效率,尤其是“前後進刀”功能,使工效提高(gāo)了兩倍。本次(cì)改造,大大減少了故障停機率,節約了維修費用。
石材定厚機是石材(cái)加(jiā)工過程中(zhōng)不可缺少的設備,用途是采用銑削(xuē)方式將石材按工(gōng)藝要求加工成所需的厚度。主要由床身、皮帶滾筒、固定導軌、活動橫梁、動力頭(銑刀)、電氣控製係統等部分組成。銑削(xuē)方式又可細分為平麵銑刀和圓筒滾刀兩種:
本文介紹的改造設備是采用三(sān)個圓(yuán)筒滾刀,通過粗加工(gōng)、半精(jīng)加工、精加(jiā)工三個加工層次(cì),將板材一次加工成型。該設備的皮帶采用(yòng)氣壓缸拖動,實施板材水平方向(xiàng)輸(shū)送;橫梁上安裝了三個動力頭,前後運動;每個(gè)動力頭上(shàng)均裝(zhuāng)有滾刀,實施(shī)板(bǎn)材銑削。工作原理如下所述:
首先按照工(gōng)藝要求,調整好三個滾刀的垂直高度;啟動三個動力頭,開啟橫梁(liáng)和皮帶;板材在皮帶的帶動下,作斷續運動;皮帶移動一次到位後,橫梁帶動滾刀由(yóu)後(hòu)向前銑削,然後快速退回,周而複始,直至板材(cái)加工完成。
二、目前設備存(cún)在的(de)問題
1、設備(bèi)的橫梁拖動采用液壓伺服調速係統,橫梁電動機拖動液(yè)壓泵,通過液壓伺服係統,由液壓馬達(dá)實現橫梁的無(wú)級調速。目前,我(wǒ)國(guó)的機械設備極少采用液(yè)壓伺服係統進行調速,設備出現故(gù)障(zhàng)後,國內無法采購到相(xiàng)同的故障元器件。控(kòng)製係統PLC用的是老式西門子產品,體(tǐ)積大、耗能多且老化嚴重,故障頻發;同樣由於國內無法(fǎ)采(cǎi)購此(cǐ)元器件,因此維修費用較高,維修周期較長,給企業的生產帶來不便。
2、加工方式單調,生產效率低下。其加工過程如下圖所示:
由上圖可(kě)看出該設(shè)備的自動加工流程僅有:“單向進刀、空刀退回”一種工作方式,造成了加工板材的局限性,效率無法(fǎ)提高。
三、改造方案
1、經過研究和反複論證,51漫画APP下载官网(men)決定采用艾默生EV1000-4T0022G的變頻器替代液壓伺服(fú)係統,用艾默生EC20-2012BRA的PLC替代原西門(mén)子產(chǎn)品。因艾默生產品(pǐn)的性能優越、質量(liàng)可靠(kào)、價格適中且較易采購,所以51漫画APP下载官网作為選擇配套產品。
2、在設備原工作流程的基礎上,增加兩種(zhǒng)自(zì)動加(jiā)工方式,即後端進刀和前後進刀。在單端(duān)進刀方式下,增加高速退刀(dāo)、中速退刀和慢(màn)速退刀三(sān)種退刀方式。
3、改造係統的硬(yìng)件(jiàn)連線圖:
4、改(gǎi)造後的效果:
改造完成後的橫梁運行平穩,換向無(wú)衝擊,調速方便。在自(zì)動加工方式下,由於增加了:⑴前端進刀,⑵後端進刀,⑶前後進刀三種加工方式選擇,提高了工作效率,尤其是“前後進刀”功能,使工效提高(gāo)了兩倍。本次(cì)改造,大大減少了故障停機率,節約了維修費用。
上一條:什(shí)麽是石材定厚機



相關資訊
- 2026-06-11自動連續磨機的加工速度與哪些因素有關
- 2026-06-03石材定厚機適配多品類石材加工(gōng)的原理
- 2026-05-28分析(xī)路邊石機械液壓係統的常見故障(zhàng)
- 2026-05-21路邊石連續磨機的(de)日常管(guǎn)理
- 2026-05-14自動連續磨機的輸送(sòng)係統
- 2026-05-08講講石材定厚機的市場前(qián)景

